电弧喷涂技术综合概述
文章出处: 责任编辑:正航仪器 发表时间:2014-03-03电弧喷涂技术是热喷涂技术家族中的一种。50年代初这个方法已经在很多国家得到了工业上的应用,并被介绍到我国来,在我国它曾一度被看作落后的技术而被淘汰。从六十年代末到现在,电弧喷涂在国外受到越来越多的人的重视,技术不断发展,应用不断扩大。在国内,很多重点院校早期开展对电弧喷涂开展了研究工作。电弧喷涂技术由于其设备、材料的发展与更新,使它成为目前热喷涂技术中最受重视的技术之一,在长效防腐、零件维修和表面改性等方面应用广泛。据资料统计,近期内,在所有热喷涂技术中,电弧喷涂的市场比例将上升到第三位。
一、电弧喷涂的基本原理
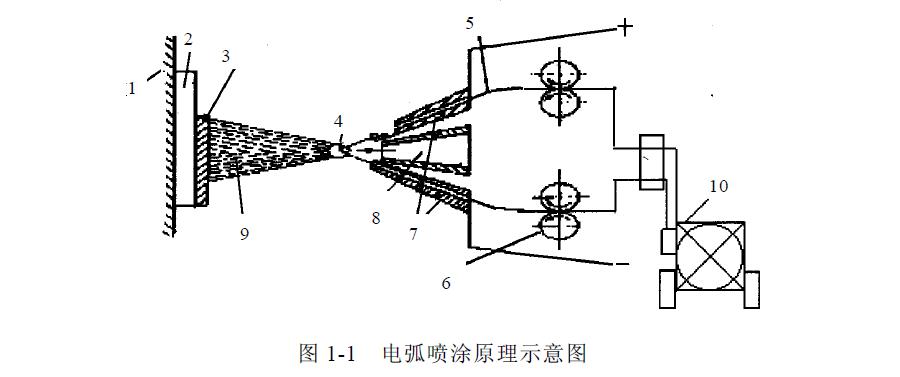
电弧喷涂是将两根彼此绝缘、机械送进的喷涂丝材进入雾化气流区的某一点,喷涂丝材间通以18~40 V的电压,引燃的电弧使丝材端部加热熔化并达到过热状态,强烈的压缩空气雾化气流使熔融的金属喷射、雾化,并以微粒的方式在每秒200~300 m的高速状态下冲击到经过预先处理的工件表面上,这些温度很高的粒子在工件表面因高速冲击而变形,形成叠层薄片,还会发生少量冶金反应或出现扩散区,随即冷却,最终形成层状结构的涂层。电弧喷涂原理如图1-1所示:
二、喷涂涂层的形成过程
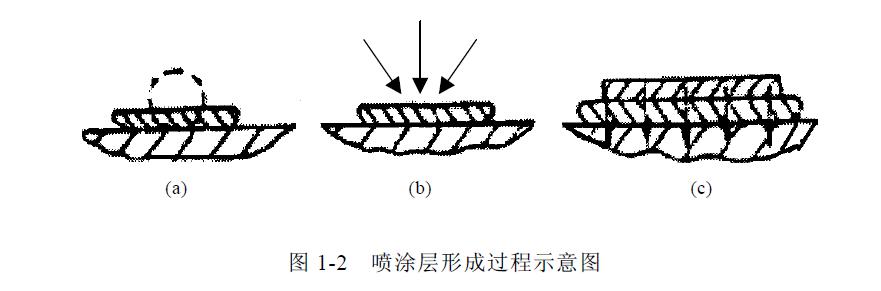
喷涂时,首先是喷涂材料被加热熔化,紧接着是熔滴雾化阶段,然后被气流或热源射流推动向前喷射的飞行阶段;最后以一定的动能冲击基体表面,产生强烈碰撞展平成扁平状涂层并瞬间凝固(图a);在凝固冷却的0.1 s中,此扁平状涂层继续受环境和热气流的影响(图b);每隔0.1 s第二层薄片形成,通过已形成的薄片向基体或涂层进行热传导(图c)。
涂层的形成决定了涂层的结构。喷涂层是由无数变形粒子互相交错呈波浪形堆叠在一起的层状组织结构,颗粒之间不可避免存在一部分孔隙或空洞,并有氧化物和夹杂。涂层经过适当的处理后,结构会发生变化,消除氧化物夹杂和孔隙,层状结构变为均质结构,与基体表面的结合状态也发生了变化。
三、涂层与基体的结合形式
涂层的结合强度包括涂层与基体表面的结合的结合力和涂层内部的结合的内聚力。通常认为有以下几种方式:
1、机械结合碰撞成扁平状并随基体表面起伏的颗粒,由于和凹凸不平的表面互相嵌合,形成机械钉扎而结合。一般来说,涂层与基体表面的结合以机械结合为主。
2、冶金化学结合当涂层和基体表面出现扩散合金化时,其结合为冶金化学结合,包括在结合面上生成金属间化合物或固溶体。
3、物理结合颗粒对基体表面的结合,是由范德华力或次价键形成的物理结合。
当熔滴颗粒碰撞基体表面时,在产生变形的同时受到激冷而凝固,由于喷涂材料与基体材料物理性质的差异,从而产生微观收缩应力,影响到涂层质量,限制了涂层厚度。
四、电弧喷涂技术的新进展
近年来,随着电弧喷涂设备和材料的不断改进,喷涂质量显著提高。例如加速技术的引入,使电弧喷涂的粒子束更加集中,粒子速度提高1.5倍以上,其涂层质量可与等离子喷涂技术相抗衡。就国内而言,全军装备维修表面工程研究中心在普通电弧喷涂喷枪的基础上,根据空气动力学的有关原理,对雾化气体流态作了优化设计,成功的开发出高速电弧喷枪,使金属粒子雾化更充分,涂层组织更加致密,且喷枪结构简单,喷涂性能稳定。第二炮兵工程学院利用计算机辅助设计优化设计出拉伐尔喷嘴,不但使气流的速度达到超音速,并且使粒子的飞行速度也加速到音速或者超音速,超音速雾化效果好,雾化后的粒子细小均匀,速度高,能获得优良的喷涂层。(正航仪器撰写)//www.auto-fm.com
精选文章
